
轧三唐山材质Q345C方管无缝方管75x75x4方管
轧三唐山材质Q345C方管无缝方管75x75x4方管


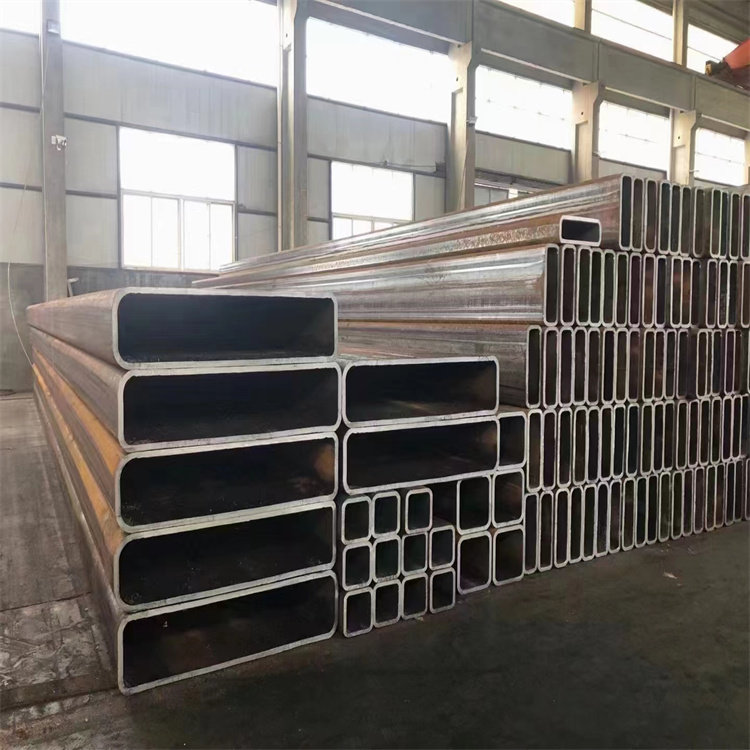

山东轧三特钢有限公司专业生产销大口径方管、16Mn厚壁方管、Q345B方管、镀锌方管生产厂家、镀锌方管厂、热镀锌方管生产厂家、大口径方管生产厂家、大邱庄方管生产厂家、Q345B方管、方矩管、方管价格、无缝 方管、大口径方管、焊接方管、镀锌方管、矩形管厂家、16Mn方管、方管生产厂家管、,q235b方管、q345b矩管等产品。现又增加特大型600*600*30mm方管生 *800mm,壁厚20-30mm,可生产焊接方矩形钢管、无缝方矩形钢管、不锈钢方矩形钢管及非标方矩形钢管,承揽三角形、八棱形、椭圆形钢管。严格按照国标GB/T6728-2002、美标ASTM A500 标准要求。新增设分厂,生产和销镀锌带方管、圆管;温室大棚 管;自行车管等;年生产能力10万吨。 产品广泛用于水暖用管、大棚用管、穿线管、家具用管、自行车管、体育器材等,产品凭借可靠的质量、精外观,深受广大新老客户的青睐。
轧三唐山材质Q345C方管无缝方管75x75x4方管为稳定烧结负圧所的技术1.作有以下几个方面:稳定入烧原质量将不同厂家的钙灰块分仓存放,按比例配加后破石卒,稳定入烧钙灰质量,对破碎后的钙灰提前取样化验,到钙灰质量的预判预知,钙灰质量出现波动及时调整钙灰块结构和配比。在烧结使用过程中将检测事丐灰消化温度作为日常检测项目,通过消化程度的变化判断钙灰质量,使于烧结参数的跟进调整。烧结使用的住粉主要为焦化厂除尘灰、焦粉,高炉返焦,其化学成分和水分波动较大。
传统控制缺乏有效的解决方法;可靠性问题常规的基于数学模型的控制问题倾向于是一个相互依赖的整体,尽管基于这种方法的系统经常存在鲁棒性与灵敏度之间的矛盾,但对简单系统的控制的可靠性问题并不突出。而对油田系统,如果采用上述方法,则可能由于条件的改变使整个控制系统崩溃。由此可见,用传统的方法不能对油田系统进行有效的控制,必须探索更有效的控制策略与方法。统的建模问题油田系统的特点是经典数学不曾考虑的。起动技术的应用用软起动器组成软起动控制系统可以采取两种型式:在线式控制软起动系统和旁路切换式软起动系统。在线式控制软起动系统采取“一带一”方式,即每一台负载电动机的起动由相应的软起动器来完成,选用长期工作制的软起动器,可以对电动机实现起动—运行—停止的全过程控制,并且主接线及控制系统均很简捷。旁路切换式软起动系统是多台电动机共用同一台软起动器。当一台电动机起动完成后,旁路接触器吸合将电动机转为电网供电脱软起动器直接运行,这样软起动器在完成一台电动机的起动后可以再控制另一台电动机的起动。
公司注重基础管理,建有企业管理网络,工作现场实现定置管理,物流实现ABC管理,公司内部实行计算机信息化,生产技术进行微机管理,产品发工艺采用CAD、CAPP技术,公司不断坚持新产品研发和研制,投入技改资金,完善产品发,满足用户的不同需求。......
轧三唐山材质Q345C方管无缝方管75x75x4方管惰性气体一般为氩气。惰性气体通过焊炬送入,在电弧四周和焊接熔池上形成屏蔽。为增加热输入,一般向氩内添加5%的氢。在焊接铁素体不锈钢时,不能在氩气内加氢。气体耗量每分钟约8~1升。在焊接过程中除从焊炬入惰性气体外,还从焊缝下入保护焊缝背面用的气体。如果需要,可以向焊缝熔池内填充与被焊奥氏体材料成分相同的焊丝,在焊接铁素体不锈钢时,通常使用316型填料。MIG焊(惰性气体保护金属极电弧焊)MIG焊接除用金属丝代替焊炬内的钨电极外。
利用某公司德国进口2400kW电子束冷床熔炼炉熔炼扁锭。原材料主要由海绵钛、Al-V中间合金、Al豆以及T返回料组成,其中返回料约占原材料总量的80%。返回料由返回料生产线进行专业化。采用水平进料方式,控制熔炼工艺参数一次熔炼成功T钛合金扁锭。板坯经表面、包覆后在1200mm可逆式热轧机上进行坯轧制。坯后分单向和交叉轧制两种工艺进行多火次轧制。累积相变点以上的变形量不低于50%,相变点以下变形量不低于70%,获得8mm厚度规格的板材。